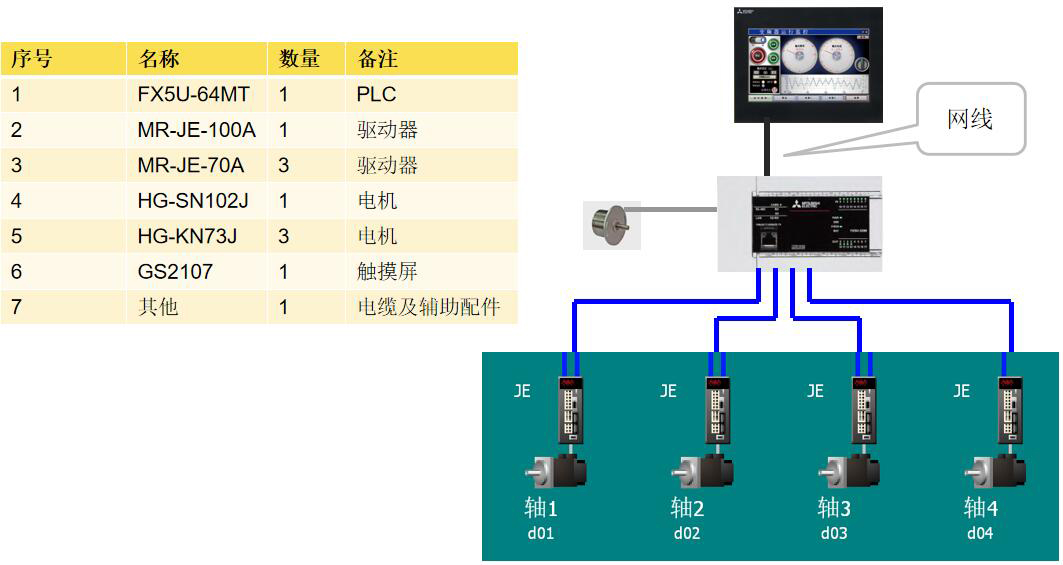
系统配置
技术难点
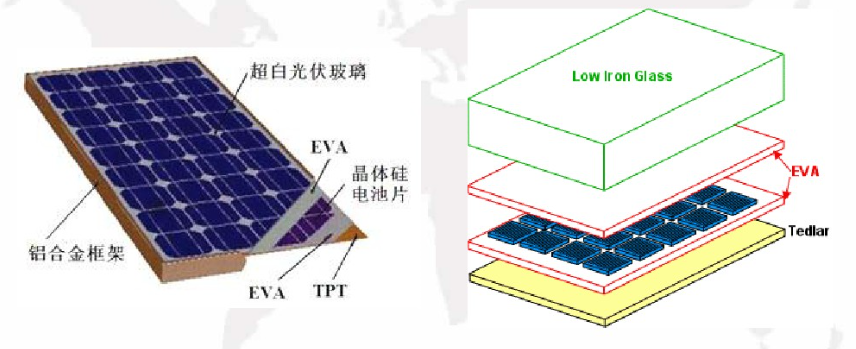
1、在裁切材料EVA具有一定拉伸性的基础上,要保证裁切精度为1‰(正负2mm)。
2、在料卷周长不规则缩小的情况下,放料伺服要与送料伺服保持同样的线速度。
3、在送料不间断的情况下,要保证接料伺服能在中间位置接到已切料。
4、高安全性的密码保护功能。
解决方法



1、因为材料具有拉伸性,后端放料部分与中端送料部分的“同步性”直接影响到裁切材料的精度和设备的稳定性。又因为料卷周长是不规则的变化,所以后端放料部分与中端送料部分无法以固定的比例关系做同步运动,因此需要根据张力杆的摆动情况,来调节放料轴的放料长度和速度。
2、为了提高切料的速度,将接料伺服杆单独独立出来,在送料不中止的情况下,接料杆可以准确的在已切料的中间接到料。
3、为了提高安全性,操作屏中采用了操作员认证功能;PLC程序中增加了日期锁部分;各部分程序也都进行了加密处理。


本次项目中,在料卷周长不规则缩小的情况下,放料伺服要与送料伺服保持同样的线速度,从而保证精度的难度比较大,在调试时采用了以下方法。
第一种
1、先将放料伺服和送料伺服调整到最佳状态,之后将伺服模型环设置一致,以保证2个私服对指令的响应性一致。
2、上料时通过张力调节杆传感器测算出放料轴料卷周长,之后根据拉料轴拉料长度和速度算出首次放料长度和速度。
3、之后每次通过上次的料卷周长及固定的放料长度,测算出上次放料后的料卷周长,从而算出放料长度和速度
4、实际运行下来放料轴与送料轴做同步运动时误差不断增加,张力调节杆摆动幅度太大。
第二种
1、先将放料伺服和送料伺服调整到最佳状态,之后将伺服模型环设置一致,以保证2个私服对指令的响应性一致。
2、因第一种方法中,张力杆摆动幅度太大,所以在程序中增加了根据张力杆上次的偏差位置,在下一次放料中进行补偿的功能。
3、实际运行下来,刚开始张力调节杆摆动幅度比较小,但是其误差不断增大,摆动幅度越来越大,运行效果也不理想。
第三种
1、先将放料伺服和送料伺服调整到最佳状态,之后将伺服模型环设置一致,以保证2个私服对指令的响应性一致。
2、因前2中方法运行效果都不太理想,在与客户多次讨论之后,更改了运算方法。
3、上料时通过张力调节杆传感器测算出放料轴料卷周长,之后根据拉料轴拉料长度和速度算出首次放料长度和速度。
4、上一次放完料之后,根据张力杆下降还是上升,来决定料卷周长是不变还是以一定的系数减小,从而动态的调节放料,运行效果很稳定。
● FX5U在中小型设备中应用是比较方便的,其填补了FX-PLC系列到L-PLC系列之间的产品空白,其自带的模拟量输入输出、RS-485通讯、高速计数、4轴定位、以太网口,以及编程的简洁方便性,可以很好的满足客户需求;同时FX5U作为FX系列的旗舰产品,其在程序开发方面有很好的继承性。
● 要与客户多交流,以客户的的经验加上我们的专业,才能更好的完成工作。





















 位置:
位置:

